


 TH
TH
 English
English

Customers Also Purchased






อ่านค่า เวอร์เนียร์ 0.02 mm อย่างไรให้แม่นยำถูกต้อง
เวอร์เนียร์ นั้นเป็นเครื่องมือการวัดแบบอาศัยขีดมาตรวัดที่สามารถปรับเลื่อนได้ ใช้สำหรับการวัดแบบละเอียดมากกว่าการใช้ไม้บันทัดวัดแบบธรรมดา มาตรวัดสามารถระบุได้ทั้งระบบเมตริกและแบบอังกฤษ สามารถอ่านค่าได้ทันทีหลังการวัดชิ้นงาน การออกแบบเวอร์เนียร์มีจุดประสงค์ในการวัดละเอียดบนชิ้นงานได้หลากหลายชนิดครอบคลุมทุกการทำงาน ในปัจจุบันมักใช้งานในอุตสาหกรรม และงานช่างหรือ DIY อื่น ๆ ได้อย่างแม่นยำ
เวอร์เนียร์ คาลิปเปอร์แบบธรรมดาหรือชนิด M มีขนาดกะทัดรัดไม่เกะกะ มีความทนทานเพราะมักจะทำจากเหล็กไร้สนิม หรือแสตนเลส ระบบการอ่านเป็นแบบมิลลิเมตร และนิ้ว สามารถวัดขนาดได้ทั้ง ภายใน ภายนอก ความต่างชั้น และความลึก ขนาดความยาวของ เวอรเนียร์ ที่ได้รับความนิยมในการใช้งานได้แก่ขนาด 150 มิล หรือ 6 นิ้ว, 200 มิล หรือ 8 นิ้ว และ 300 มิล หรือ 12 นิ้ว ซึ่งโดยค่าความละเอียดของเวอร์เนียร์ คือ
ระบบเมตริก
- ความละเอียด 0.05 มิลลิเมตร
- ความละเอียด 0.02 มิลลิเมตร
ระบบอังกฤษ
- ความละเอียด 1/128 นิ้ว
- ความละเอียด 1/1000 นิ้ว
โดยสำหรับการอ่านค่าขีดเสกลหรือขีดมาตรฐานเวอร์เนียร์ที่ค่าความละเอียดที่ 0.02 มิลลิเมตรนั้นมีส่วนประกอบที่ต้องคำนึงถึงที่เหมือน ๆ กับ 0.05 มิลลิเมตร คือการใช้ขีดเสกลหลักและเสกลเลื่อนโดยการอ่านค่าเสกลหลัก 1 ขีดเสกล จะมีค่าเท่ากับ 1 มิลลิเมตร 5 ช่องจะได้เท่ากับ 5 มิล และ 10 ช่องเท่ากับ 10 มิล และ 15 ช่อง เท่ากับ 15 มิล โดยคล้ายกับเวอร์เนียร์ ความละเอียด 0.05 มิลลิเมตร
การอ่านค่าเสกลเลื่อน ค่าหลักขีดเสกลเลื่อนของเวอร์เนียร์คาลิปเปอร์ ที่มีความละเอียด 0.02 มิลลิเมตร ซึ่งใน 1 ช่องหรือเสกลจะมีค่าเท่ากับ 0.02 มิลลิเมตร ดังนั้น 2 ช่องเสกลจะมีค่าเท่ากับ 0.04 มิลลิเมตร 3 ช่องเสกลจะมีค่าเท่ากับ 0.06 มิลลิเมตร 4 ช่องเสกล มีค่าเท่ากับ 0.08 มิลลิเมตร 5 ช่องเสกลมีค่าเท่ากับ 0.10 มิลลิเมตร ดังนั้นขนาดค่าวัดก็จะเพิ่มขึ้นเท่ากับ 0.02 มิลลิเมตรเสมอ ๆ
หลักการแบ่งเสกลความละเอียด 0.02 มิลลิเมตร
โดยเสกลรองจะมีขีดแบ่งอยู่ทั้งหมด 50 ส่วน 49 ขีด โดยระยะของ 1 ส่วนจะมีค่าเท่ากับ 1 = 0.98 มม. ระยะ49 มิลลิเมตร จะแบ่งออกเป็น 50 ช่องเสกลเลื่อน 1 ช่องเสกลหลักจะมีค่าเท่ากับ 1 มิลลิเมตร 1 ช่องเสกลเลื่อนมีค่าเท่ากับ 4950=0.98 มิลลิเมตรดังนั้นจะเห็นได้ว่า ช่องหลัก 1 มม และช่องรอง 0.98 ก็จะเกิดการเยื้องกันระหว่างขีดเสกลหลักและเสกลเลื่อน = 1 - 0.98 ได้เท่ากับ 0.02 มิลลิเมตร การเยื้องกันของเสกลหลักและเลื่อนจะเป็นไปจนครบที่ระยะ 50 ขีดของเสกลเลื่อน
ซึ่งในการอ่านค่าขนาดของชิ้นงานจริงจะต้องอ่านค่าวัดทั้งเสกล คือเสกลหลักและเสกลเลื่อนผู้ทำการวัดจะต้องอ่านค่าโดยการที่รวมค่าเสกลทั้งสองก่อนจึงจะได้ค่าที่ถูกต้อง ตามขนาดจริงมีเสกลมารวมกันดังนี้
- การที่ขีด 0 ของเสกลเลื่อนว่าไปตรงกับขีดใดบนเสกลหลัก ถ้าตรงขีด 0 ที่ใดให้ทำการอ่านค่าบนเสกลหลักนั้นเท่านั้น โดยไม่ต้องนำค่าที่ได้ไปบวกเพิ่ม แต่ถ้าไม่ตรงจะต้องนำค่าสเกลเลื่อนที่อ่านได้มาบวกเพิ่มตามขั้นตอนที่ 2
- เมื่อขีดที่ 0 ของเสกลเลื่อนไม่ตรงกับขีดเสกลหลักใดๆเลยให้ทำการอ่านค่าขีดของเสกลหลักที่ขีด 0 ตรงกับเสกลเลื่อนที่อยู่ว่ามีค่าเท่ากับกี่มิลลิเมตร เมื่อได้ค่าหลักแล้วให้ไปอ่านค่าของเสกลเลื่อนว่าตรงกับเสกลหลักที่ขีดไหน แล้วค่อยทำไปบวกเพิ่มกับค่าเสกลหลัก ก็จะได้ค่าที่ถูกต้อง
ตัวอย่างการอ่านค่า
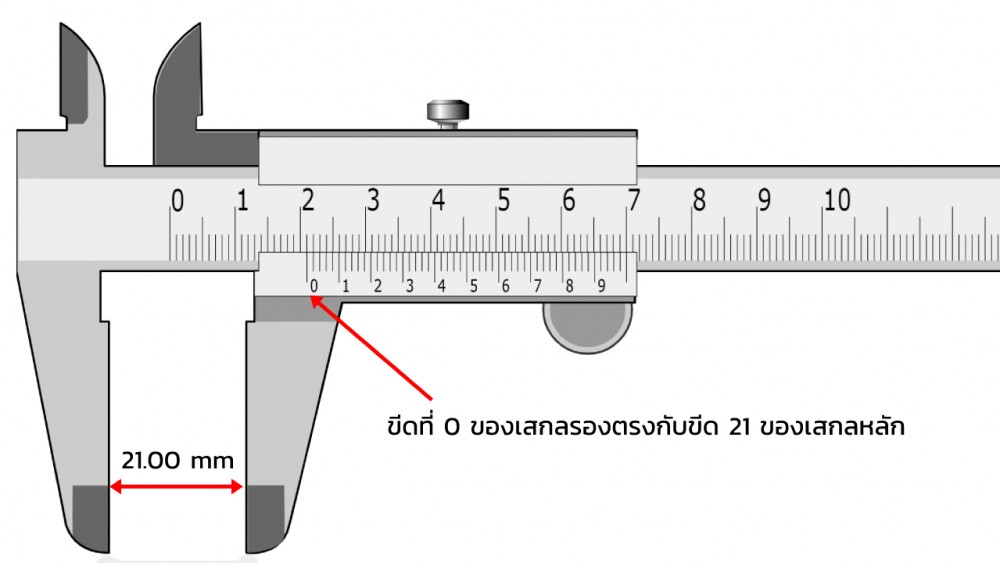
จะเห็นว่าขีดที่ 0 ของเสกลเลื่อนตรงกับขีดที่ 21 บนเสกลหลัก ดังนั้นค่าวัดที่อ่านได้จะเท่ากับ = 21.00 มิลลิเมตร
ตัวอย่างการอ่านค่า
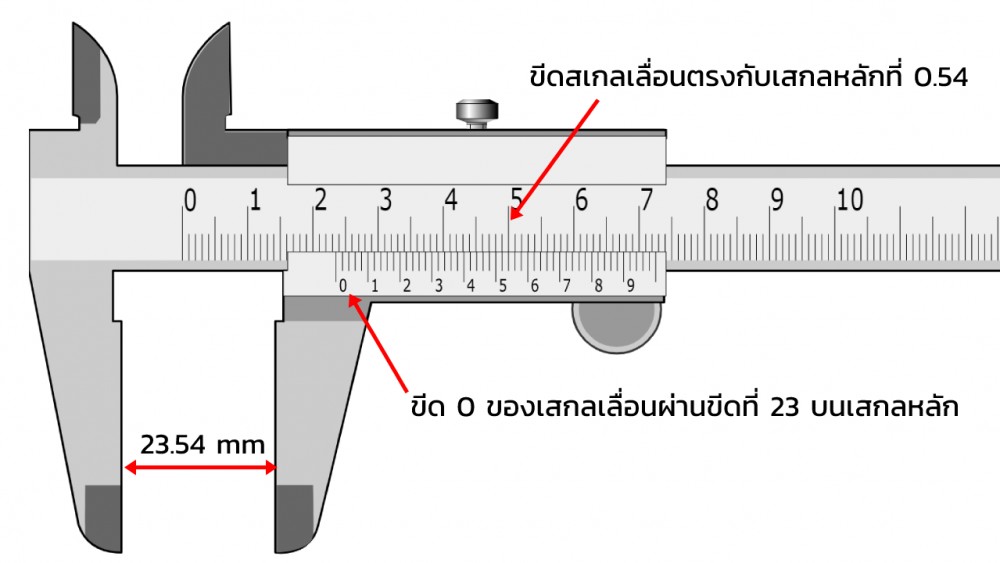
จะเห็นได้ว่าขีดที่ 0 ของเสกลเลื่อนผ่านขีดที่ 23 ไปแล้วค่าที่วัดได้ = 23.00 mm ส่วนของขีดที่ 0.54 ของเสกลเลื่อนไปตรงกับเสกลหลักจะต้องนำไปบวกเพิ่มกับค่าก่อนหน้าคือ 23.00 + 0.54 ดังนั้นค่าที่วัดได้จะเท่ากับ = 23.54
ตัวอย่างการอ่านค่า
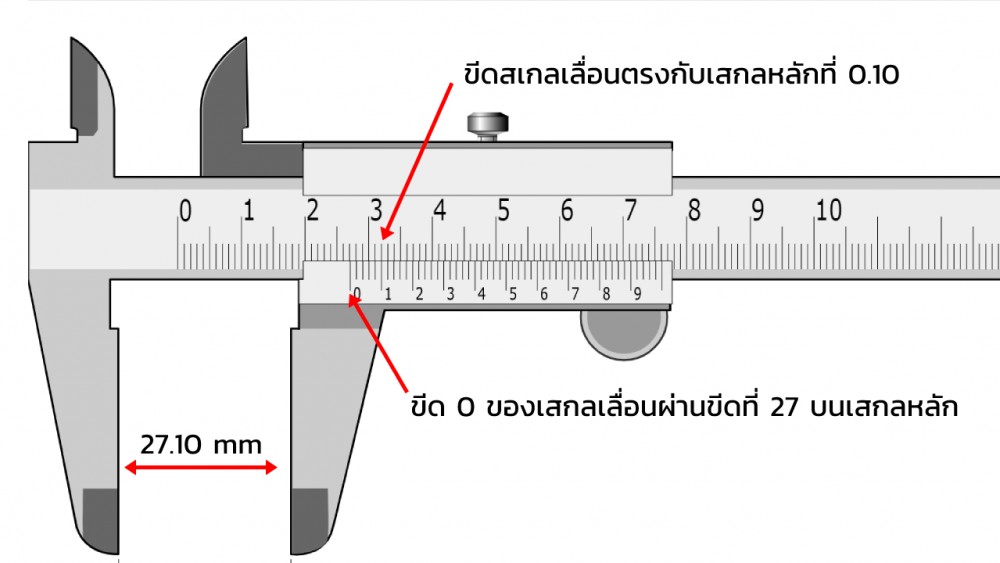
จะเห็นได้ว่าขีดที่ 0 ของเสกลเลื่อนผ่านขีดที่ 27 ไปแล้วค่าที่วัดได้ = 27.00 mm ส่วนของขีดที่ 0.10 ของเสกลเลื่อนไปตรงกับเสกลหลักจะต้องนำไปบวกเพิ่มกับค่าก่อนหน้าคือ 27.00 + 0.10 ดังนั้นค่าที่วัดได้จะเท่ากับ = 27.10
ตัวอย่างการอ่านค่า
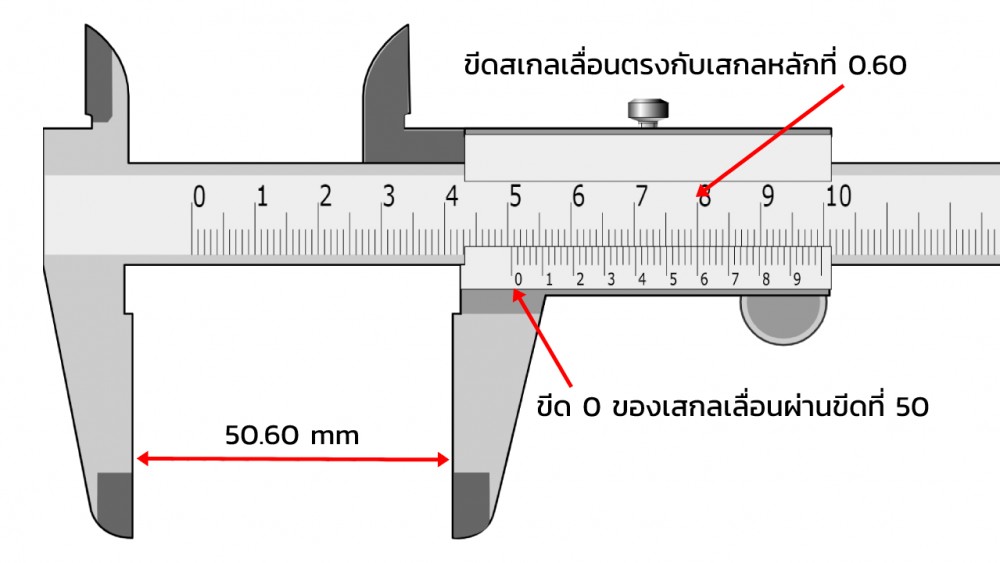
จะเห็นได้ว่าขีดที่ 0 ของเสกลเลื่อนผ่านขีดที่ 50 ไปแล้วค่าที่วัดได้ = 50.00 mm ส่วนของขีดที่ 0.60 ของเสกลเลื่อนไปตรงกับเสกลหลักจะต้องนำไปบวกเพิ่มกับค่าก่อนหน้าคือ 50.00 + 0.60 ดังนั้นค่าที่วัดได้จะเท่ากับ = 50.60 mm
การใช้เวอร์เนียร์วัดระยะความลึกของชิ้นงาน
การใช้ เวอร์เนียร์วัดระยะ ความลึกของชิ้นงานในลักษณะที่เป็นรูคว้านหรือร่องแคบ ๆ สามารถทำได้โดยใช้ส่วนปลายของด้ามเวอร์เนียร์วางทาบไปกับบ่าของชิ้นงานหรือปากรูที่ต้องการวัด หลังจากนั้นจึงค่อย ๆ เลื่อนก้านวัดลึก หรือ (Depth Bar) เข้าไปในรูคว้านหรือพื้นร่อง ให้จัดตำแหน่งของก้านวัดลึกให้ขนานไปกับรูคว้านหรือร่องชิ้นงาน และค่อยทำการอ่านค่าวัด
การใช้เวอร์เนียร์วัดความหนาต่างระดับ
เราสามารถทำการวัดความหนาต่างระดับโดยการใช้บ่าวัด (Step Measurement) ซึ่งการใช้บ่าวัดจะดีกว่าการใช้ก้านวัดลึก เพราะด้านสัมผัสของบ่าวัดต่างระดับกว้างกว่าก้านวัดลึก ทำให้เกิดความผิดพลาดได้น้อยกว่าและแม่ยำกว่ารวมถึงใช้งานง่าย การวัดระดับนั้นใช้บ่าต่างระดับด้านออกให้เกินขนาดของชิ้นงานที่ต้องการวัดเล็กน้อยหลังจากนั้นวางแนบระดับเข้ากับชิ้นงานและทำการกดเวอร์เนียร์ลงด้วยแรงที่พอเหมาะจนบ่าวัดเข้ากับชิ้นงานได้พอดีแล้วจึงทำการอ่านค่าวัด
บทความที่เกี่ยวข้อง : คู่มือการใช้งาน เวอร์เนียร์ คาลิปเปอร์ ฉบับย่อจาก MITUTOYO