


 TH
TH
 English
English

Customers Also Purchased






ไมโครมิเตอร์ คืออะไร? มีความสำคัญในงานวัดด้านไหน
การคิดค้นของ ไมโครมิเตอร์ หากจะพูดถึงสามารถย้อนไปถึงในยุตของ อาร์คิมีดีส นักคณิตศาสตร์ชาวกรีกชื่อดัง ผู้ซึ่งให้เครดิตกับการพัฒนาแนวคิดการวัดระยะทางที่เล็กมากๆ อย่างไรก็ตาม จนกระทั่งปลายศตวรรษที่ 18 มีการพัฒนาไมโครมิเตอร์ที่ใช้งานได้จริงเครื่องแรกในปี พ.ศ. 2313 จอห์น เจสซี่ แรมสเดน นักคณิตศาสตร์ และนักประดิษฐ์ชื่อดังชาวอังกฤษได้พัฒนาไมโครมิเตอร์ที่มีความแม่นยำเครื่องแรก การออกแบบของเขาใช้สกรูเกลียวละเอียดเพื่อวัดระยะทางขนาดเล็กด้วยความแม่นยำสูง การออกแบบนี้กลายเป็นพื้นฐานสำหรับไมโครมิเตอร์สมัยใหม่และยังคงใช้อยู่ในปัจจุบัน
นับตั้งแต่การพัฒนาไมโครมิเตอร์เครื่องแรก มีความก้าวหน้ามากมายในการออกแบบและความแม่นยำของเครื่องมือเหล่านี้ ปัจจุบัน ไมโครมิเตอร์ถูกนำมาใช้ในสาขาต่างๆ มากมาย รวมถึงการผลิต วิศวกรรม และการวิจัยทางวิทยาศาสตร์ไมโครมิเตอร์ หรือที่เรียกว่า ไมครอน เป็นหน่วยวัดที่ใช้แสดงความยาวที่เล็กมาก โดยทั่วไปจะมีขนาดไม่กี่ส่วนในพันของนิ้วหรือไม่กี่ส่วนในร้อยของมิลลิเมตร เครื่องมือที่ใช้วัดความยาวเป็นไมโครเมตรเรียกว่าไมโครเมตร
ไมโครมิเตอร์ คืออะไร ?
ไมโครมิเตอร์ จัดได้ว่าเป็นเครื่องมือการวัดละเอียดรูปแบบหนึ่งงที่สามารถให้ค่าการวัดที่ละเอียดและมีความแม่นยำสูงมากรูปแบบหนึ่งของโลก นิยมใช้กันในงานผลิตด้านอุตสาหกรรมและสถานประกอบการณ์ต่าง ๆ เพราะสามารถให้ค่าได้อย่างมาตรฐาน หน่วยวัดที่มีความละเอียดสูงถึง 10 μm, 1 μm เป็นต้นเครื่องมือชนิดนี้ถูกออกแบบมาเพื่อใช้งานในการวัด หรือการเปรียบเทียบระหว่างการเคลื่อนที่ของสกรูกับการหมุนของมุมที่อาศัยระยะพิทช์ของเกลียวสกรูและเส้นผ่าศูนย์กลางของเครื่องมือทำให้การวัดสามารถทำได้ละเอียดมากยิ่งขึ้น ค่าความละเอียดนั้นขึ้นอยู่กับขนาดของเส้นผ่าศูนย์กลางของเกลียวสกรู เพราะถ้ามีเส้นผ่าศูนย์กลางที่ใหญ่ก็จะทำให้รอบความละเอียดทำได้มากยิ่งขึ้น
ส่วนประกอบของ ไมโครมิเตอร์

แกนรับ
→ แกนรับทำหน้าที่รองรับการวัดกับชิ้นงาน ส่วนตัวผิวการสัมผัสของแกนรับจะทำการชุบแข็งเพื่อป้องกันการสึกหรอของแกน
แกนวัด
→ ทำหน้าที่เลื่อนเข้า-ออกเพื่อจับกับชิ้นงานที่ต้องการวัดค่า ตัวแกนมีการเคลือบผิวชุบแข็งเพื่อป้องกันการสึกหรอของแกน
โครงเครื่อง
→ เป็นโครงหลักที่มีหน้าที่สำหรับประกบยึดชิ้นส่วนต่าง ๆ ของเครื่องวัดเข้าไว้ด้วยกันโดยทั่วไปแล้วตัวโครงนี้จะระบุค่าความละเอียดของตัววัดเอาไว้ด้วย
ก้านล็อก
→ ส่วนนี้ทำหน้าที่ล็อกแกนวัดให้ไม่เคลื่อนที่ได้อีกหลังจากได้ระยะวัดที่ถูกต้องแล้วเพื่อไม่ให้เกิดการคลาดเคลื่อนหรือผิดพลาดได้ขณะทำการวัดงานอยู่
ปลอกเสกล
→ มีรูปทรงกระบอกครอบตัวก้านไว้อยู่และมีขีดเสกลหลัก แสดงเอาไว้อยู่ตลอดช่วงความยาวของเครื่องมือวัดเพื่ออ่านค่าแบบหยาบ
ปลอกหมุนวัด
→ มีหน้าที่ในการหมุนเข้าและออกเพื่อวัดวัตถุชิ้นงาน มีลักษณะเป็นทรงกระบอกสวมเอาไว้ติดอยู่กับก้าน และจะมีเสกลวัดถูกทำเอาไว้รอบๆเพื่อสำหรับการอ่านค่าแบบละเอียด มากขึ้น
หัวหมุนกระทบ
→ ใช้งานโดยการหมุนแกนวัดเลื่อนเพื่อให้เข้าสัมผัสที่ตัววัตถุชิ้นงาน โดยทุกครั้งที่ทำการหมุนแกนวัดเข้าไปใกล้กับการสัมผัสชิ้นงานแล้วควรจะคำนึงเอาไว้เสมอว่าควรเลื่อนหมุนเข้าไปอย่างช้า ๆ สัมผัสผิวงานอย่างเบา
พอร์ท
→ เป็นฟังก์ชั่นเสริมของไมโครมิเตอร์แบบดิจิทัลที่ใช้สำหรับเชื่อมต่อตัวเครื่องวัดเข้ากับคอมพิวเตอร์ สำหรับการประมวลผลที่เป็นระบบในงานอุตสาหกรรม
ปุ่มฟังก์ชั่น
→ ปุ่มเป็นฟังก์ชั่นสำหรับไมโครมิเตอร์แบบดิจิตอล ใช้สำหรับเปิดปิดเครื่องหรือตั้งค่าปรับเปลี่ยนหน่วยวัดของเครื่องจาก มิลลิเมตรเป็นนิ้ว
ปุ่มล๊อกแกนหมุน
→ หมุนเพื่อทำการล๊อกเพื่อไม่ให้แกนหมุนเคลื่อนที่ได้อีกเพื่อเป็นการป้องกันไม่ให้ค่าที่วัดได้คลาดเคลื่อนไปจากเดิมที่วัดได้
ว่าโดยพื้นฐานการใช้งานของไมโครมิเตอร์แล้วอาศัยหลักการที่สกรูเคลื่อนที่ไปตามวงรอบของเกลียวที่เป็นส่วนประกอบหลักของเครื่องแล้วทำการวัดค่าที่ได้โดยอ้างอิงจากระยะของเกลียว โดยเมื่อทำการหมุนเกลียว 1 รอบก็จะได้ค่าวัดเท่ากับ 1 ระยะพิตซ์พอดี ซึ่งค่าความละเอียดจะแตกต่างกันไปตามรุ่นตามขนาดและจะแสดงผลออกมาให้เห็นผ่านเสกลที่ติดไเอาไว้กับตัวเครื่องวัด
ความสำคัญของ ไมโครมิเตอร์ ในงานวัดละเอียด
ไมโครมิเตอร์ เป็นเครื่องมือวัดที่ให้ค่าความละเอียดได้มากกว่าเครื่องมือวัดอื่น ๆ เช่น เวอร์เนียร์คาลิปเปอร์ และไดอัลคาลิปเปอร์ ซึ่งสามารถใช้วัดขนาดของความยาว ความกว้าง ความหนา ความต่างระดับ และความลึก รวมไปถึงยังสามารถใช้วัดเส้นผ่าศูนย์กลางของวัตถุได้อีกด้วย โดยแบ่งประเภทของลักษณะการใช้งานได้เป็น 3 ประเภทอยู่หลัก ๆ คือ
• ไมโครมิเตอร์วัดนอก (Outside Micrometer)
จะนิยมใช้กันอย่างแพร่หลายกว่าแบบอื่น ๆ สามารถใช้วัดขนาดความกว้างความยาวและความหนา ภายนอกอขงเพลา บล๊อก สาย เส้นลวด วัตถุทรงกลมอื่น ๆ ได้อย่างละเอียดและมีความแม่นยำค่อนข้างสูง
• ไมโครมิเตอร์วัดใน (Inside Micrometer)
นิยมใช้งานสำหรับการวัดความกว้างของช่องว่างต่าง ๆ เช่นการวัดเส้นผ่าศูนย์กลางภายในรู หรือหลุท วงกลม หรือรูเปิดต่าง ๆ เครื่องไมโครมิเตอร์วัดนอกนี้ได้รับการออกแบบมาเพื่อทำการวัดภายในโดยเฉพาะด้วยรูปทรงที่เหมาะกับการใช้วัดภายในทำให้ได้ค่าที่มีความแม่นยำและได้ได้มาตรฐานอย่างมาก
• ไมโครมิเตอร์วัดลึก (Depth Micrometer)
การใช้งานในตัวของไมโครมิเตอร์วัดลึกนี้ จะมีการใช้งานที่ค่อนข้างเฉพาะเจาะจงมาก ๆ เพราะตัวเครื่องได้ถูกออกแบบมาให้อยู่ลักษณะที่ไม่มีปากจับเพื่อทำการจับกับชิ้นงานเหมือนกับแบบสองประเภทด้านบนแต่จะมีลักษณะเป็นแท่งยาวออกมาแทนเพื่อใช้สำหรับวัดงานที่มีลักษณะที่เป็น รู หลุม หรือช่องต่าง ๆ ว่ามีความลึกจากพื้นผิวเท่าใด จะได้ความละเอียดที่มีความแม่นยำสูงกว่า
การใช้งาน ไมโครมิเตอร์
ควรทำความสะอาดพื้นผิวของงวัตถุและชิ้นงานก่อนจะทำการวัดเสมอ และควรทำความสะอาดส่วนแกนรับ (Anvil) ด้วยเพื่อให้สามารถจับวัดชิ้นงานได้อย่างไม่คลาดเคลื่อน สังเกตุดูส่วนของแกนวัดว่าตรงกับค่า 0 หรือไม่จากนั้นทำการวัดโดยการหมุนปลอกหมุนไปตามเข็มนาฬิกาเพื่อทำให้แกนวัดเคลื่อนที่เข้ามาหาตัวชิ้นงานจนสัมผัสกับชิ้นงานแล้วจึงทำการหมุนตัวหมุนกระทบตามเข็มนาฬิกาอีกครั้งพอให้ได้ยินเสียงคลิ๊กดังสองถึงสามครั้งเพื่อไม่ให้แรงหมุนทำให้จับชิ้นงานแน่นหรือหลวมจนเกินไป จากนั้นจึงทำการอ่านค่าตามเสกลที่อยู่ตรงปลอกเสกล และปลอกหมุนวัด คู่กันเพื่อให้ได้ค่าที่มีความละเอียดและได้ค่าวัดที่ถูกต้องแม่นยำมากที่สุด
ตัวอย่างการอ่านค่าวัด
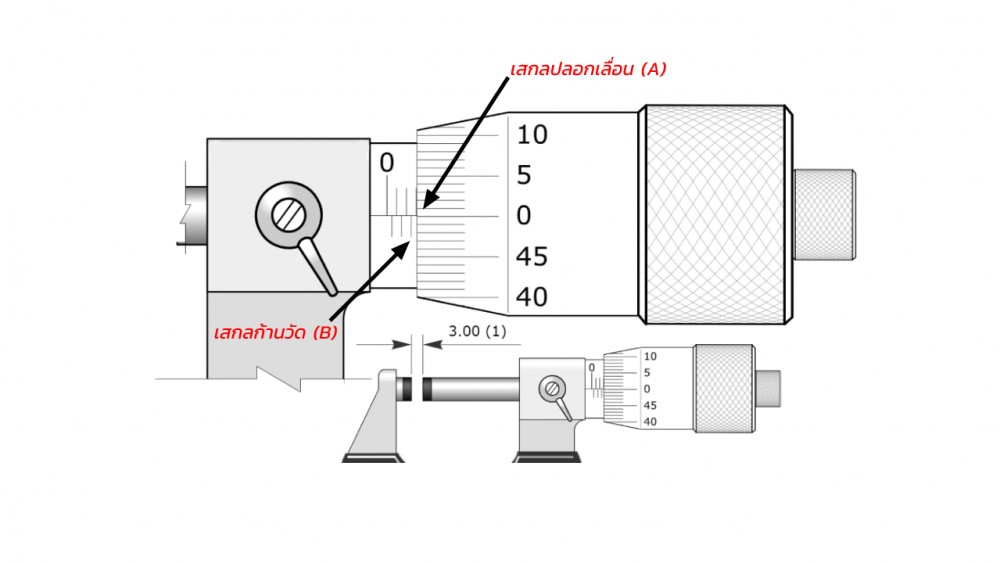
เสกลปลอกเลื่อน (A) : แสดงค่าที่ “0.00”
เสกลก้านวัด (B) : แสดงค่าที่ “3.00”
อ่านค่าที่วัดได้ = 3.00 + 0.00 = 3.00 มม.
การวัดควรวัดซ้ำเพื่อเป็นการคอนเฟิร์มว่าค่าที่ได้ไม่ผิดเพี้ยนและถูกต้องแน่นอน ดังนั้นการะจะมั่นใจได้ว่าค่าวัดถูกต้องควรใช้บล๊อกเกจมาทำการทดสอบการวัดว่าอยู่ในค่ามาตรฐานหรือไม่เพื่อที่จะได้เทียบค่าที่ถูกต้องได้ด้วย ในส่วนของการถือไมโครมิเตอร์เพื่อวัดงานนั้น ให้คุณใช้นิ้วหัวแม่มือและนิ้วชี้ของมือซ้ายจับชิ้นงานให้อยู่ในระนาบเดียวกับเฟรมไว้ จากนั้นก็ให้ใช้นิ้วหัวแม่มือและนิ้วชี้ที่มือขวาทำการหมุนปลอกหมุนยึดชิ้นงานไว้ด้วยโดยสังเกตุที่แกนรับและแกนวัดหลังจากได้ขนาดของชิ้นงานแล้ว จากนั้นให้ทำการหมุนตัวหยุดแกนหมุนไปจนสุดด้านขวา แล้วจึงค่อยทำการอ่านค่าโดยดูได้จากสเกลหลักบนก้านวัดและสเกลบนปลอกหมุนที่ด้ามจับ ใช้เส้นบนขอบด้านขวาของแกนหมุนวัดเพื่อที่จะอ่านค่าในหน่วย 0.5 มม. จากนั้นจะสามารถใช้สเกลต่างๆ ที่อยู่ตรงเส้นกลางของปลอกหมุน (สเกล)หลัก เพื่ออ่านค่าในหน่วย 0.01 มม.เป็นต้นไป
ข้อควรระวังสำหรับการใช้งาน ไมโครมิเตอร์
ให้คุณใช้เกจบล็อกหรือเกจเทียบเฉพาะในการใช้เพื่อปรับเทียบไมโครมิเตอร์ ส่วนของพื้นผิวของแกนรับจะต้องมีความเรียบอยู่เสมอเพื่อให้การวัดมีความแม่นยำ มากที่สุดโดยหลังจากการวัดวัตถุหรือชิ้นงานผ่านไปหลายครั้งแล้ว ส่วนของพื้นผิวอาจจะไม่เรียบแบนเหมือนเดิมเนื่องจากการสึกหรอและการสะสมของสิ่งสกปรกที่ผิววัด ด้วยเหตุนี้ จึงจำเป็นจะต้องใช้เครื่องมือที่เรียกว่าออปติคอลแฟลตที่นิยมในการตรวจสอบพื้นผิวเป็นระยะๆด้วย เพื่อให้แน่ใจว่ามีความเรียบแบนตามวงแหวนของกฏนิวตันที่แสดงไว้ตรงหรือไม่
เมื่อคุณทำการวัดชิ้นงานโลหะและปรับเทียบด้วยเกจบล็อค จะต้องใช้ความระมัดระวังอย่างมากเกี่ยวกับการขยายตัวของวัตถุจากความร้อนที่สูงเกินไป หากเป็นไปได้ ให้หลีกเลี่ยงการถือโลหะที่มีอุณหภูมิสูงหรือเย็นจัดด้วยมือเปล่า มิฉะนั้นอาจจะเกิดอันตรายต้องการใช้งานได้ การวัดที่ปลอดภัยก็จะต้องสวมถุงมือกันความร้อนและเย็นที่ได้รับการออกแบบมาสำหรับการทำงานที่มีความเสี่ยงต่ออุณหภูมิที่ผันแปร การใช้งานไมโคตรมิเตอร์ต้องการการตรวจสอบเทียบค่าความแม่นยำช่วงการปรับเทียบสำหรับไมโครมิเตอร์คือทุกๆ 3 เดือน ถึง 1 ปี เพื่อให้อุปกรณ์วัดได้มาตรฐานอยู่เสมอ หากคุณยังสงสัยถึงวิธีการเลือกซื้อไมโครมิเตอร์ว่าจะเลือกอย่างไรเราแนะนำให้อ่านบทความ ▶ สุดยอดคู่มือการซื้อ ไมโครมิเตอร์ ให้เหมาะกับการใช้งานของคุณ เพื่อที่จะได้ความเข้าใจเพิ่มขึ้นและสามารถเลือกซื้อเครื่องมือวัดได้ตรงตามความต้องการของการใช้งานของคุณ