


 TH
TH
 English
English

วิธีการเชื่อม โดยใช้ตู้เชื่อม / เครื่องเชื่อม และวิธีการเลือกแบบมือโปร
จุดเริ่มต้นก่อนที่เราจะลงมือเลือกเครื่องเชื่อมเราจะมาบอกถึงขอบเขต และข้อกำหนดในการใช้งาน เพื่อให้ผู้ใช้งานเข้าใจและใช้เครื่องเชื่อมได้อย่างถูกต้อง เราจำเป็นต้องรู้จักพื้นฐานเสียก่อน
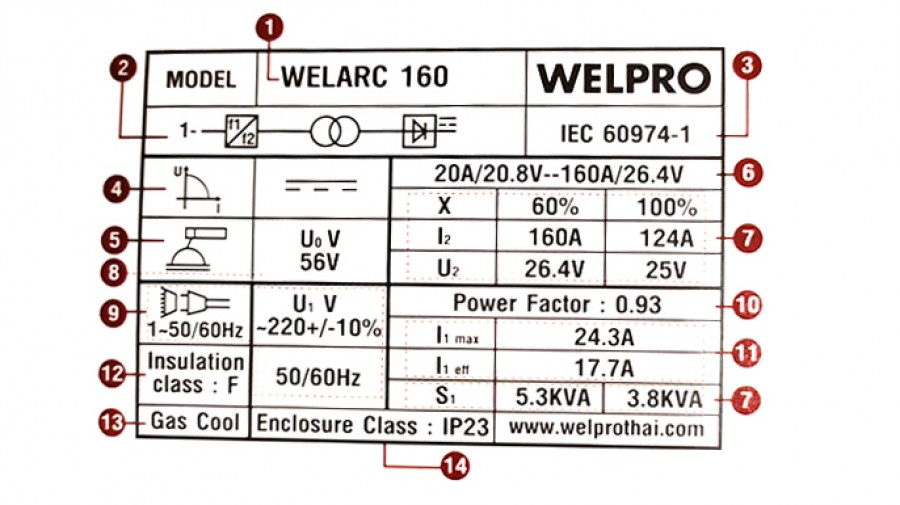
รายละเอียด NAME PLATE ของตัวอย่างตู้เชื่อม
1. ชื่อรุ่นสินค้าของตู้เชื่อม
2. สัญลักษณ์เครื่องเชื่อม : ระบบ INVERTER
3. มาตรฐานเครื่องใช้ไฟฟ้า IEC
4. สัญลักษณ์ของตู้เชื่อมชนิดของเครื่องเชื่อม CC (Constant Current)
5. สัญลักษณ์กระบวนการของตู้เชื่อม
6. ขอบเขตกระแสไฟและแรงดันไฟเชื่อม
7. ค่า Duty Cycle และกำลังไฟที่ใช้ของตู้เชื่อม
(X = ค่าภาระรอบการทำงานของเครื่อง , I2 = ค่ากระแสไฟเชื่อม , U2 = แรงดันไฟขณะเชื่อม , S1 = กำลังไฟสูงสุดที่ใช้)
8. แรงดันขณะไร้ภาระ(ไฟฟ้า)
9. สัญลักษณ์จำนวนเฟส , ชนิดกระแสไฟ , ความถี่ที่ใช้งานกับเครื่องของตู้เชื่อม
10. ค่า Power Factor ของตู้เชื่อม
11. ค่ากระแสไฟขณะใช้งาน (I1 max = ค่ากระแสไฟเข้า ณ กระแสเชื่อมสูงสุด , I1 eff = ค่ากระแสไฟเข้า ณ กระแสเชื่อมต่ำสุด)
12. ค่าระดับความเป็นฉนวนของเครื่องเชื่อม
13. การระบายความร้อนของเครื่องของตู้เชื่อม
14. ค่าระดับการป้องกันสิ่งแปลกปลอมของตู้เชื่อม
การเลือกประเภทเครื่องเชื่อมแต่ละระบบ
|
วิธีการ \ระดับ |
MMA |
MIG |
TIG |
||||||
|
น้อย |
กลาง |
มาก |
น้อย |
กลาง |
มาก |
น้อย |
กลาง |
มาก |
|
|
1. ความแข็งแรงของแนวเชื่อม |
ü |
ü |
ü |
||||||
|
2. ความเร็วในขณะทำการเชื่อม |
ü |
ü |
ü |
||||||
|
3. ความสวยงานของแนวเชื่อม |
ü |
ü |
ü |
||||||
|
4. ความสะดวกในการเชื่อม |
ü |
ü |
ü |
||||||
|
5. ความสวยงามในการเชื่อม |
ü |
ü |
ü |
||||||
|
6. ความหลากหลายของวัตถุดิบที่เชื่อม |
ü |
ü |
ü |
||||||
|
7. การลงทุนครั้งแรกในการซื้อเครื่องมือและอุปกรณ์ |
ü |
ü |
ü |
||||||
สัญลักษณ์ของกระบวนการเชื่อม

รูป สัญลักษณ์กระบวนการเชื่อม
การทำงานของตู้เชื่อม MMA
ระบบการเชื่อมไฟฟ้าด้วยลวดเชื่อมหุ้มฟลักซ์ คือการให้ความร้อนจากลวดเชื่อมถ่าย ไปชิ้นงาน เพื่อก่อให้เกิดการหลอมละลาย โดยจะต้องรักษาระยะระหว่างลวดเชื่อม และชิ้นงานให้พอเหมาะ เพื่อให้เกิดการอาร์กที่สมบูรณ์ ข้อสำคัญของการเชื่อม คือ การใช้ลวดเชื่อมที่ตรงกับชนิดของชิ้นงานที่จะเชื่อม เพื่อให้ได้แนวเชื่อมที่สมบูรณ์แข็งแรง
ข้อดีและข้อเสียของเครื่องเชื่อม MMA
แนวเชื่อมมีความแข็งแรง
ความเร็วปานกลางในขณะทำการเชื่อม
แนวเชื่อมมีความสวยงานน้อย
ใช้เวลาน้อยในการติดตั้ง อุปกรณ์ไม่ซับซ้อน
เชื่อมได้ง่าย ไม้ต้องใช้ทักษะในการเชื่อมมาก
สามารถเชื่อมวัสดุชิ้นงานได้เพียงบางชนิด
เครื่องมือและอุปกรณ์ที่ใช้มีราคาไม่สูงเปรียบเทียบกับราคาเครื่องและอุปกรณ์ ไม่รวมวัสดุสิ้นเปลือง
เปรียบเทียบข้อดีและข้อเสียแต่ละประเภทของ เครื่องเชื่อม
การปรับตั้งค่าในการเชื่อม / Setting Parameter
|
การเชื่อม MMA |
||
|
ความหนาชิ้นงาน |
ขนาดลวดเชื่อม |
กระแสเชื่อม |
|
2.0 – 3.0 mm. |
2.6 mm. |
70 – 120 A |
|
3.0 – 5.0 mm. |
3.2 mm. |
110 -150 A |
|
5.0 – 10 mm. |
4.0 – 5.0 mm. |
140 – 260 A |
การทำงานของตู้เชื่อม MIG
ระบบการเชื่อมมิก ใช้วิธีการป้อนเนื้อลวดลงที่ชิ้นงาน เพื่อให้เกิดการหลอมละลาย อย่างต่อเนื่อง โดยมีแก๊สปกคลุมแนวเชื่อมคอยทำหน้าที่ป้องกันอากาศจากภาย นอกเข้าไปที่บ่อหลอมละลาย โดยการเชื่อมมิก เป็นการเชื่อมกึ่งอัตโมัติ โดยสามารถเชื่อมโลหะได้หลายชนิด
ข้อดีและข้อเสียของเครื่องเชื่อม MIG
แนวเชื่อมมีความแข็งแรงปานกลาง
ความเร็วสูงในขณะทำการเชื่อม
แนวเชื่อมมีความสวยงามปานกลาง
ใช้เวลาสูงในการติดตั้ง
ต้องใช้ทักษะและความชำนาญปานกลางในการเชื่อม
สามารถเชื่อมวัสดุชิ้นงานได้บางชนิด
ราคาเครื่องมือแลอุปกรณ์ที่ใช้สูง เปรียบเทียบ จากราคาเครื่องและอุปกรณ์ ไม่รวมวัสดุสิ้นเปลือง
การปรับตั้งค่าในการเชื่อม / Setting Parameter
|
การเชื่อม MIG |
|||||
|
ความหนาชิ้นงาน (mm.) |
ขนาดลวดเชื่อม (mm.) |
กระแสเชื่อม DC (A) |
แรงดันไฟ (V) |
ความเร็วลวด (cm/min) |
อัตราการไฟของแก๊ส (l/min.) |
|
0.8 |
0.8 – 0.9 |
60 – 70 |
16 – 16.5 |
50 – 60 |
8 - 10 |
|
1.0 |
0.8 – 0.9 |
75 - 85 |
17 – 17.5 |
50 – 60 |
8 - 15 |
|
1.2 |
0.8 – 0.9 |
80 - 90 |
17 – 18 |
50 - 60 |
8 - 15 |
|
1.6 |
0.8 – 0.9 |
95 - 105 |
18 -19 |
45 – 50 |
8 - 15 |
|
2.0 |
1.0 – 1.2 |
110 -120 |
19 – 19.5 |
45 – 50 |
10 - 15 |
|
2.3 |
1.0 – 1.2 |
120 - 130 |
19.5 - 20 |
45 - 50 |
10 - 15 |
|
3.2 |
1.0 - 1.2 |
140 – 150 |
20 – 21 |
45 -50 |
10 – 15 |
|
4.5 |
1.0 - 1.2 |
170 – 185 |
22 – 23 |
45 -50 |
10 – 15 |
|
6.0 |
1.2 |
230 – 260 |
24 – 26 |
45 -50 |
12 – 20 |
|
9.0 |
1.2 |
320 - 340 |
32 - 34 |
45 -50 |
12 – 20 |
การทำงานของตู้เชื่อม TIG
ระบบการเชื่อมทิก อาศัยการนำกระแสที่ปลายลวดทังสเตน ส่งผ่านไปที่แนวเชื่อม เพื่อให้เกิดการหลอมละลายของชิ้นงาน โดยใช้แก๊สเฉื่อย กันบรรยากาศภายนอก เข้าทำปฏิกิริยากับบ่อหลอมละลาย การเชื่อมวิธีนี้ในเบื้องต้นจะเชื่อมโดยไม่ต้องมี เนื้อลวดแต่ใช้ความร้อนเป็นตัวหลอมเนื้องานให้ติดกัน หรืองานบางชนิดอาจจะ ต้องมีลวดเติม เพื่อให้ได้แนวเชื่อมที่ต้องการ
ข้อดีและข้อเสียของเครื่องเชื่อม TIG
แนวเชื่อมมีความแข็งแรงสูง
ความเร็วต่ำในขณะทำการเชื่อม
แนวเชื่อมมีความสวยงามมาก
ใช้เวลาปานกลางในการติดตั้ง
ต้องใช้ทักษะในการเชื่อมสูบ
สามารถเชื่อมวัสดุชิ้นงานได้หลากหลาย
เครื่องมือและอุปกรณ์ที่ใช้มีราคาสูง เปรียบเทียบ กับราคาเครื่องและอุปกรณ์ ไม่รวมวัสดุสิ้นเปลือง
|
การเชื่อม TIG |
|||||
|
ความหนาชิ้นงาน (mm.) |
ขนาดลวดทังสเตน (mm.) |
กระแสเชื่อม DC (A) |
ขนาดNozzle (No.) |
อัตราการไหลของ Argon(l/min.) |
ขนาดลวดเติม (mm.) |
|
1.0 |
1.6 |
15 – 80 |
4.0 |
5 - 6 |
1.6 |
|
2.0 |
1.6 |
70 - 150 |
4.0 - 6.0 |
5 – 6 |
2.0 |
|
3.0 |
1.6 – 2.4 |
150 - 250 |
6.0 |
5 – 6 |
2.4 |
|
4.0 |
2.4 |
150 - 250 |
6.0 – 8.0 |
6 – 7 |
3.0 |
|
5.0 |
2.4 – 3.2 |
250 - 400 |
6.0 – 8.0 |
7 - 8 |
3.2 |